Although Light RTM is considered as a low-tech process presents some inherited difficulties in filling and curing. Synthesites has developed special sensors and systems able to help manufacturers...
In Light RTM there is a need for real-time cure monitoring so the demoulding is done as fast as possible. The use of in-mould sensors can:
Reduce cycle time by demoulding at the right degree-of-cure independently of the mould temperature.
Resin's viscosity is within limits during injection
Quality control of the production
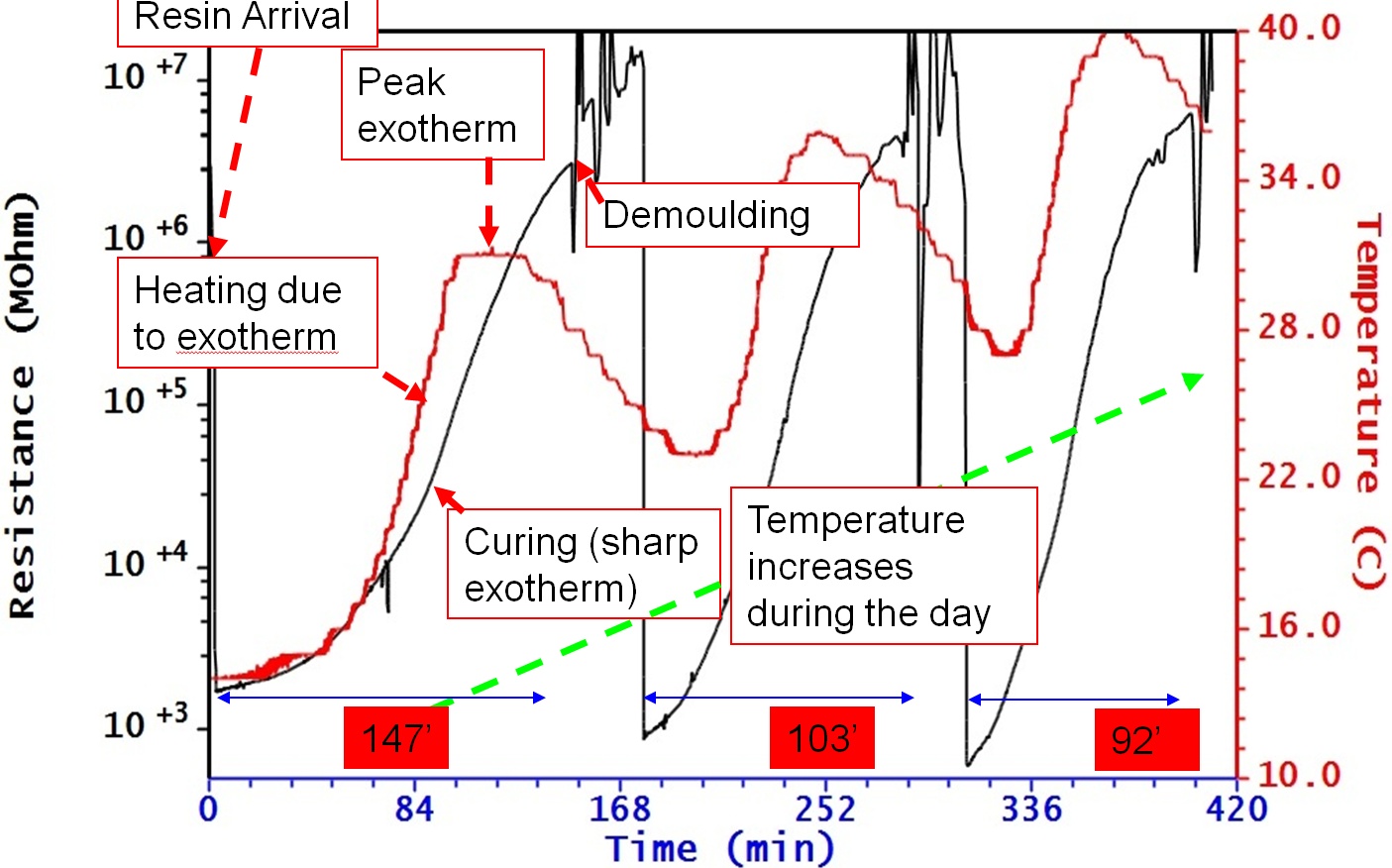
In the figure below a typical continuous LightRTM serial production was recorded (electrical resistance and temperature) showing the potential of demoulding according to the measurements and not at a constant cycle time for a non-heated tool case taking advantage of the self-heating of the composite mould from the exotherm of the part. So according to the graph in just 3 cycles demoulding time decreased 35%.
Using the Optiflow system a cheaper version, with respect to Optimold. of cure monitoring is possible. With Optiflow there is a possibility to monitor 4 different moulds simultaneously and decide about the opening time based on the measured temperature.