Aerospace APPLICATIONS Online Tg in autoclave curing without any interventions to the mould/ autoclave
1. THE CURE SIMULATOR CONCEPT
For the autoclaves, although installation and use of cure sensors in R&D autoclaves has been successfully demonstrated, in serial production, manufacturers are still reluctant to modify production moulds and autoclaves. Hence, it is clear that the only way to extend the use of the intelligent cure monitoring in such demanding applications, is by eliminating any intervention to the autoclave and the tooling through a similar concept to the Heated Vacuum Bag sensor but in this case at a distance from the composite part and the autoclave. Since the curing process of a prepreg cured inside an autoclave is the same as a prepreg cured at the same temperature elsewhere, an appropriate curing device, the Cure Simulator, was developed with a cure sensor onto which a prepreg can be placed and heated at the temperature of the autoclave as can be seen in fig. 1.
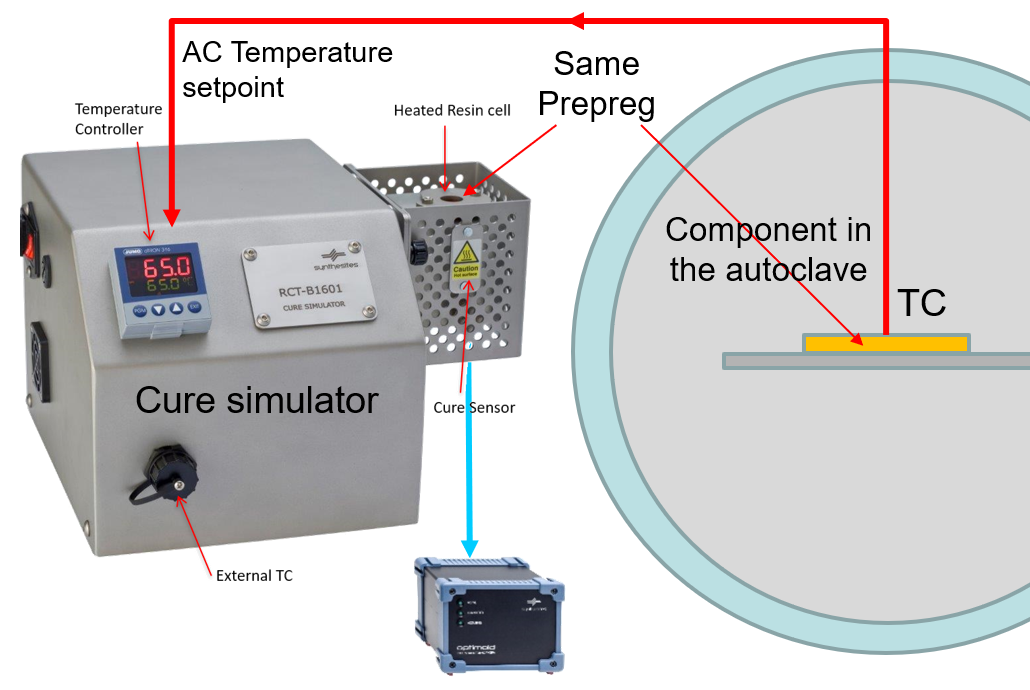
Figure 1. The Cure Simulator concept for autoclaves
2. RESULTS
A BMI carbon fibre prepreg has been used towards the development and validation of an intelligent monitoring system that should provide the online Tg during the manufacturing of a turbine engine nacelle component cured in a large autoclave as defined by Spirit AeroSystems Belfast.
2.1 ORS calibration
As a first step for the development of the online Tg system, a series of trials were performed at a small steel mould at Synthesites. As can be seen in fig.2, the resistance and temperature as recorded by the Optimold system capture the complete transformation of the BMI resin for all three curing temperatures. During the 120oC phase, there is a considerable increase in resistance which matches very well to the increase of the degree of cure (and viscosity). During the heating, ramp viscosity drops again and then reaction peaks increase considerably the resistance of the resin. Finally, the resistance curves level off when the reaction terminates. Especially in the case of the 190 deg.C cure cycle where resistance flattens much sooner than at the other cure cycles (fig. 2), it should be highlighted that this flattening is neither because of reaching the measuring limit of the Optimold system nor because of exceeding the sensor’s operating temperature limit (at least 200 deg.C). The DMA coupons that were produced at Synthesites, were measured by Spirit according to their standards and the Tg values were used for the calibration of the ORS software. Following this calibration, the correlation between the measured Tg values and the Online Tg curves as provided by the ORS for the three cure cycles depicted in fig. 2 is quite good.
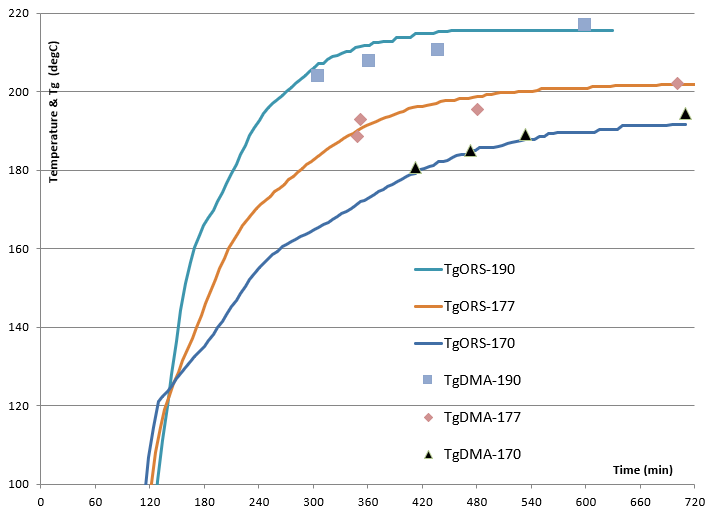
Figure 2. Correlation between Tg measured by DMA and estimated online by ORS in isothermal cures at 170, 177 and 190 deg.C
2.2 Implementation at Spirit AeroSystems
Following the successful trials at NLR, the Cure Simulator prototype was modified to standardize the loading of the prepreg sample in the Cure Simulator’s heated cell. Then the system was transferred and installed at the R&D autoclave at NIACE, Spirit AeroSystems Belfast (fig.3) for further trials and verification of the system.

Figure 3. The Cure Simulator system at the R&D autoclave at NIACE, Belfast,
Five successful trials were performed producing 5 small flat plates which their Tg was measured afterward by DMA. In this configuration, no cure sensor was placed inside the autoclave to validate the measurements of the Cure Simulator. As can be seen in Table 1 the accuracy between the measured Tg (Tg DMA) and the online estimated Tg (Tg ORS) are within the statistical deviation of the DMA measurement in all cases.
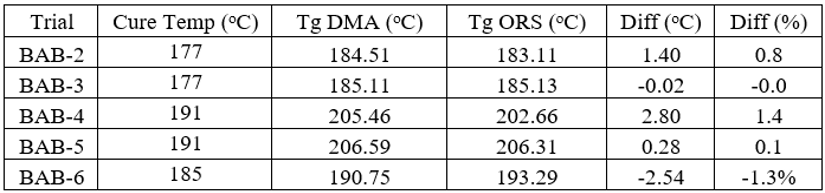
Table 1 Results of the five trials performed by Spirit in the autoclave with the Cure Simulator connected
One of the advantages of the combination of the ORS system with the Cure simulator is to have to possibility to control the curing time based on the ongoing Tg without any intervention with the production environment. For example, as it was speculated during the calibration trials at Synthesites and has been proven at Spirit, the curing at a higher temperature (BAB-5) than the recommended cure cycle (BAB-2) can lead to more than 45% reduction in cycle time. As can be seen in fig.4, to achieve a Tg of 184.0 deg.C with the conventional cure cycle at 177.0 deg.C it takes approx. 460 minutes while with the temperature at 191 deg.C the same Tg can be reached after only 230 minutes. Of course, this faster cure cycle can be only certified online with the help of the ORS system.
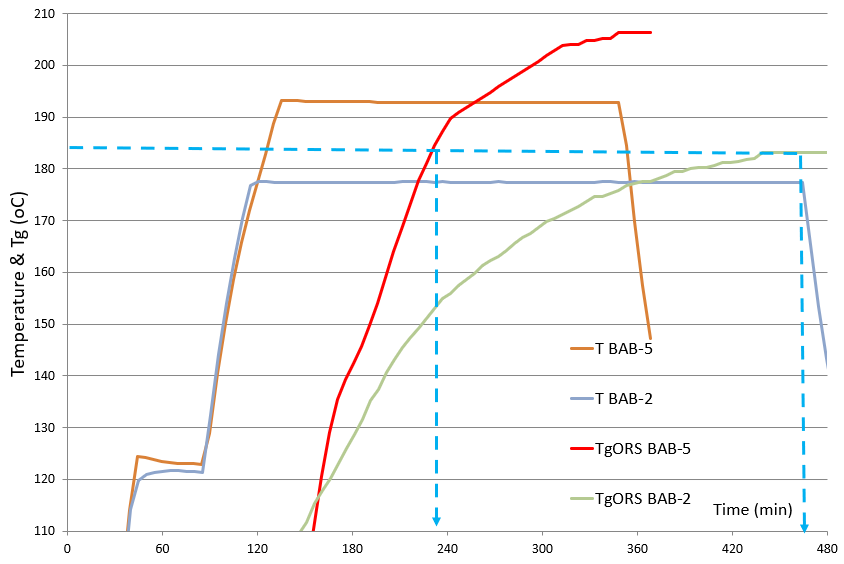
Figure 4: Comparison of Temperature (T) and online estimated Tg for two different cure cycles with the main curing at 177deg.C (BAB-2) and 191deg.C (BAB-5).
3. ACKNOWLEDGEMENTS
The SuCoHS project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement N° 769178. Collaboration with the project partners and paper clearance are gratefully acknowledged.
Collaboration with NLR and Spirit Aerosystems Belfast is also gratefully acknowledged.



