Process modelling and process simulation have been always a tricky task during the development of in composites manufacturing. The existence of the reinforcement which is very difficult to characterise and the exothermic reaction which is depended on various parameters pose significant difficulties in the accuracy of the process simulation. Using our process monitoring tools you can have a real idea of what is happening in your mould and much guesswork regarding the resin flow patterns, the cure and the process sensitivity and robustness can be clarified straightforward.
For example when filling simulation is under development with a flow simulation software a good knowledge of the permeability tensor of the preform is necessary. A crude estimation of the permeability can be found from a testing facility but in the real mould with the real lay-ups, curvatures and tolerances permeability will be very different turning potentially useful simulations to misleading information. The problem is even worse because in real cases we can hardly have more information than the time the resin exits the cavity which of course is too little to indicate the process deviations. The introduction of flexible resin arrival sensors inside the cavity will allow to record the exact time the resin arrives at each sensor. Feeding this input to the flow simulation tool the permeability tensor can be calculated accurately. Furthermore, a repetition of the trials can show how repeatable is this flow pattern. Synthesites is being involved in the relevant Ecomise project, in order to achieve this goal.
Furthermore, using our thin flexible sensors the z-direction (through-thickness) permeability can be easily calculated. For example, stacking a number of resin arrival sensors inside a thick laminate the through-thickness permeability values can be determined using the Darcy law and the resin arrival timestamps (if you are interested for more details please send us an e-mail).
At lab scale, employing our permanent sensors at a specially designed tool a permeability measuring test-bench can be built.
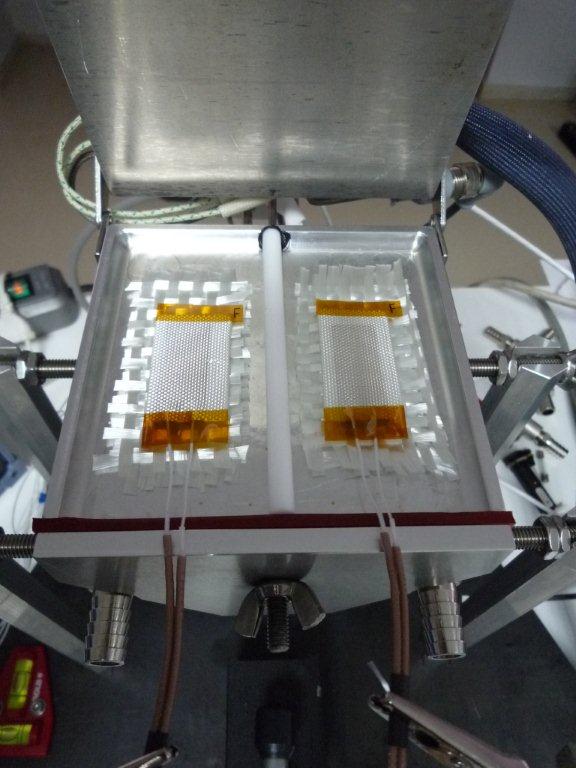
Besides filling and permeability data, the Optimold system can help to study the viscosity and the cure evolution in combination with a small heated mould (photo) (if you are interested for more details please send us an e-mail). By pouring the resin over the permanent or a disposable sensor at a given temperature the complete viscosity and cure evolution can be measured having in mind that viscosity and degree of cure are directly related to the electrical resistivity of the resin (except very limited resins).
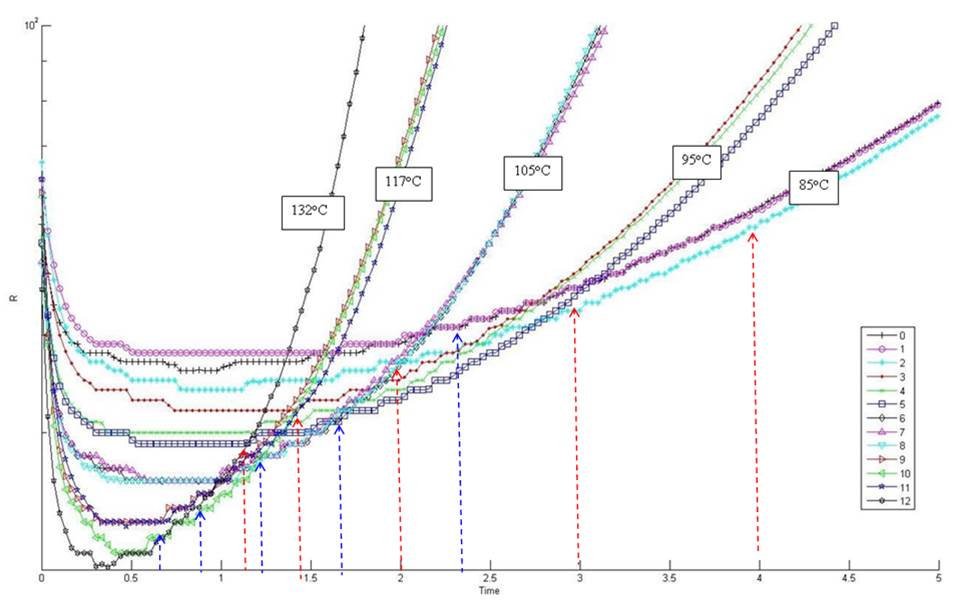
As can be seen in the figure below by curing resin samples at different temperatures we can directly identify the effect of temperature to the viscosity and as a result to define the allowable injection time without the need of expensive viscometers.
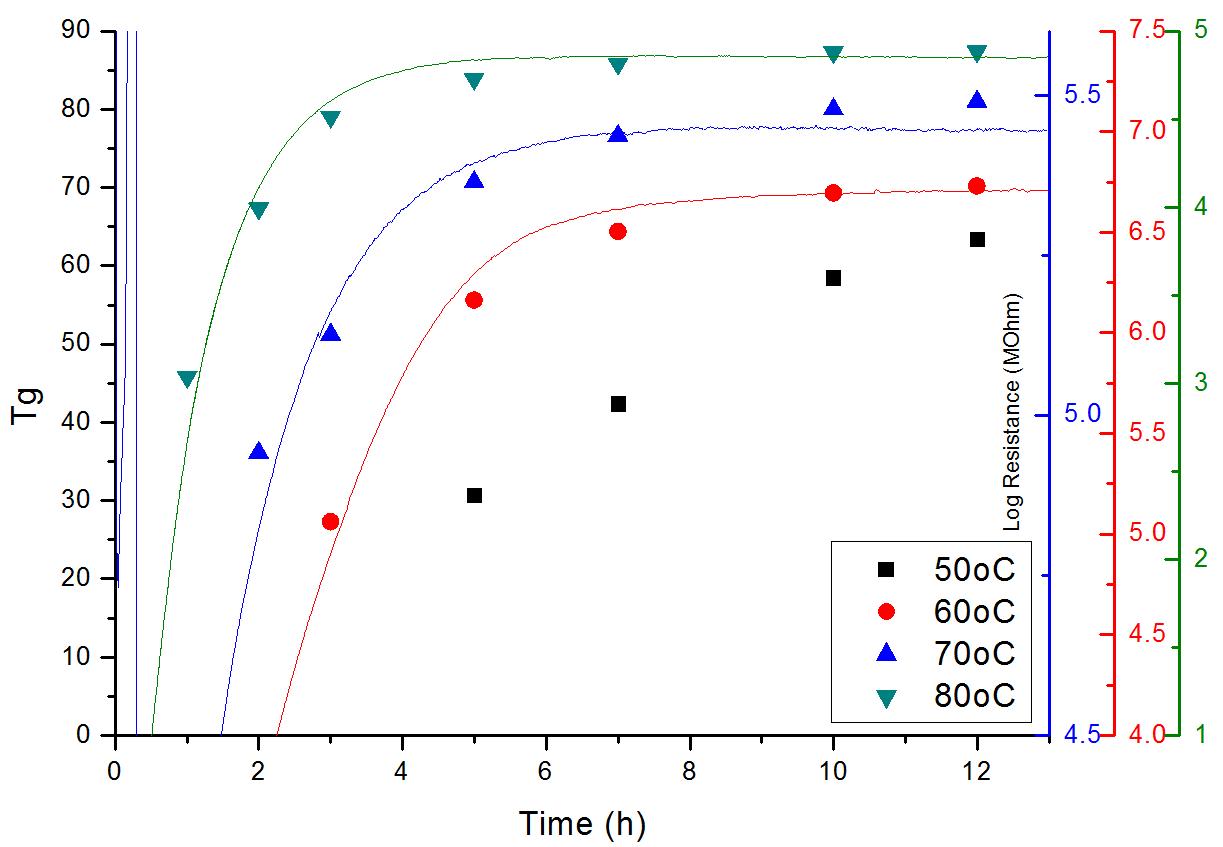
Similarly, we can cure resin samples at various temperatures and identify the necessary time to cure as can be seen in the figure below without the need of DSC or other expensive equipment.